

 Thanks:
Thanks:  Likes:
Likes:  Needs Pictures: 0
Needs Pictures: 0
 Picture(s) thanks: 0
Picture(s) thanks: 0
Results 1 to 8 of 8
-
19th Jul 2015, 09:28 PM #1
 Diamond Member
Diamond Member


- Join Date
- Feb 2013
- Location
- Laidley, SE Qld
- Posts
- 1,039
 Boring head cutting unwanted taper.
Boring head cutting unwanted taper.
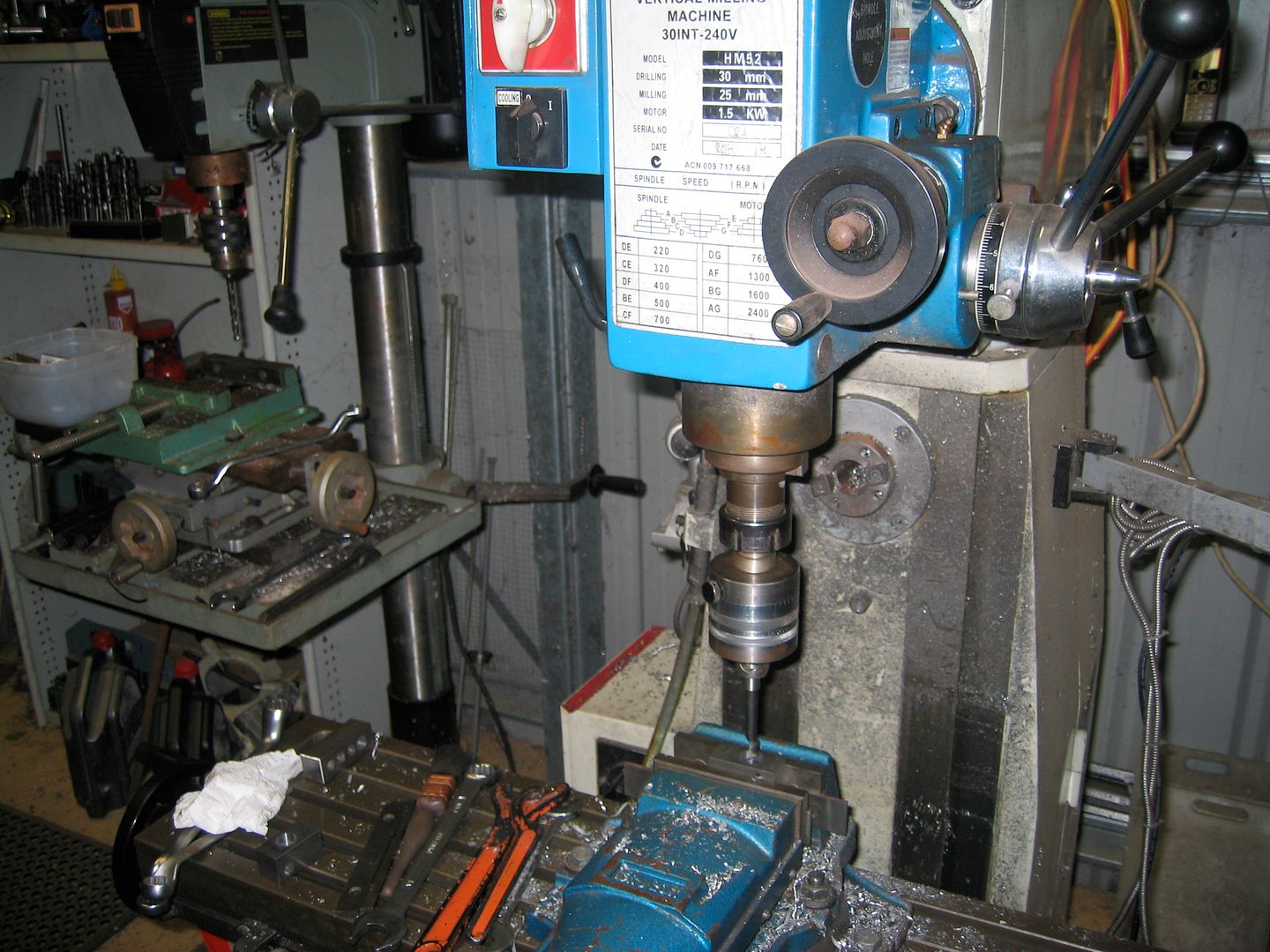
Im using a boring head to open out a 16.5mm hole to 18.0mm in 25 thick 1214. Ive tried to make this part 3 times and Im consistently ending up with an inconsistent taper of 0.1 to 0.2mm, big at the top small at the bottom.
I cant see what the problem is, I have the quill locked, head is trammed, 500RPM, brazed carbide tool, Bristol Ericcson tenthset boring head. Any thoughts?
Im starting to suspect the bearings, I remember Dave J did a write up on replacing the bearings in an HM52 a while ago.
-
19th Jul 2015, 09:44 PM #2
Most Valued Member
- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 9,088
Time to change to HSS I'd say.
Stuart
-
19th Jul 2015, 10:24 PM #3
Pink 10EE owner
- Join Date
- Aug 2008
- Location
- near Rockhampton
- Posts
- 6,218
edge buildup on the carbide making the tool rub and not cut maybe?
Gold, the colour of choice for the discerning person.
-
19th Jul 2015, 10:48 PM #4
 Most Valued Member
Most Valued Member
- Join Date
- May 2011
- Location
- Murray Bridge S Aust.
- Age
- 71
- Posts
- 5,959
My thoughts also. I used a carbide tipped lathe tool in a fly cutter, and it did a similar thing.
Kryn
-
19th Jul 2015, 11:09 PM #5
I break stuff...
- Join Date
- Aug 2010
- Location
- Toorloo Arm, VIC
- Age
- 39
- Posts
- 1,300
Another vote for a problem with the brazed carbide tool here. I've never had much success with the cheapo brazed boring bar set I have for my boring head, just don't cut at all well. Best thing I ever did was buy a bar for it that takes TCMT inserts - now my boring head makes far smoother bores than my lathe, and I don't even think I've turned the insert around. No chatter, nice little spirals of swarf every time.
You might be able to try more RPM though? I'd run my insert bar at probably 1200-1500 for that size hole, and that'd still probably be on the slow side compared to recommended cutting speeds.... Maybe try 800-1000?
-
20th Jul 2015, 03:05 AM #6
Most Valued Member
- Join Date
- Sep 2012
- Location
- York, North Yorkshire UK
- Posts
- 6,480
I agree with the comments about brazed carbide toolbits. They often don't have the right relief on them and scrape rather than cut. The side thrust tends to push the tool away from the work when that happens. You can get a much sharper edge on HSS anyway.
Best Regards:
Baron J.
-
20th Jul 2015, 05:18 AM #7
Most Valued Member
- Join Date
- Jun 2007
- Location
- sydney ( st marys )
- Age
- 64
- Posts
- 4,890
Have you had similar problems in the past when using this?
-
27th Jul 2015, 08:05 PM #8
Diamond Member
- Join Date
- Feb 2013
- Location
- Laidley, SE Qld
- Posts
- 1,039
HSS was the answer, thanks guys.
I made a HSS boring bar as stiff as the job would allow, the hole I was having trouble with is now boring true.


 Reply With Quote
Reply With Quote
Similar Threads
-
Right angle head taper?
By CGroves in forum METALWORK GENERALReplies: 5Last Post: 26th Jul 2012, 06:04 PM -
What is this boring head used for?
By jhovel in forum METALWORK GENERALReplies: 7Last Post: 23rd Sep 2011, 10:12 PM -
CTC Boring Head
By Anorak Bob in forum METALWORK GENERALReplies: 41Last Post: 12th May 2011, 08:31 AM -
Boring Head Dissection
By Anorak Bob in forum METALWORK GENERALReplies: 1Last Post: 30th Jan 2011, 05:23 PM -
SOLD: 50mm-mt3 shank precision boring head & boring bar kit
By SurfinNev in forum METALWORK - Machinery, Equipment, MARKETReplies: 5Last Post: 15th Jul 2010, 02:42 PM
