

 Thanks:
Thanks:  Likes:
Likes:  Needs Pictures: 0
Needs Pictures: 0
 Picture(s) thanks: 0
Picture(s) thanks: 0
Results 31 to 45 of 48
Thread: Holbrook C10 Lathe
-
24th Apr 2014, 12:43 PM #31
 Most Valued Member
Most Valued Member


- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 9,088

Hi Ewan,
Not exactly sure what motor/VSD you are using but why not use the three motor speeds?
Stuart
p.s. nvm I see now...... I'm working on something like that ATM. I think it can be made to work though slower than factory. depends how much trouble you want to go to.
-
24th Apr 2014, 04:34 PM #32
Most Valued Member
- Join Date
- Sep 2011
- Location
- Ballarat
- Age
- 65
- Posts
- 3,103
Hi Michael, Originally Posted by Michael G
Originally Posted by Michael G

everytime I go out and look at my lathe now, it seems so inadequate lol.
Phil
-
24th Apr 2014, 05:56 PM #33
Most Valued Member
- Join Date
- Jun 2011
- Location
- Australia east coast
- Age
- 71
- Posts
- 2,713
Never mind, you just go and pat the nice Colchester you've got at work and appreciate the quality of a real machine.... Originally Posted by Steamwhisperer
PDW
-
24th Apr 2014, 07:44 PM #34
Philomath in training
- Join Date
- Oct 2011
- Location
- Norwood-ish, Adelaide
- Age
- 59
- Posts
- 6,561
Hmm. I see your problem. Here are some pictures. Perhaps you could print one out, tape it over your tailstock and pretend... Originally Posted by Steamwhisperer

P1020266 (Large).JPG P1020263 (Large).JPG P1020264 (Large).JPG
Michael
(sorry - couldn't resist)
-
24th Apr 2014, 11:39 PM #35
Most Valued Member
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 5,080
Hi Ew, The trip up your way is next week, probably Tuesday.... I have a circuit board that has provision for a tacho that I'll bring up and you can see if it will work on the lathe. Originally Posted by Ueee
I started on this a few years back and it got shelved for other projects, but seems like a good time to roll it out... I like 270 degree analog displays for tacho's
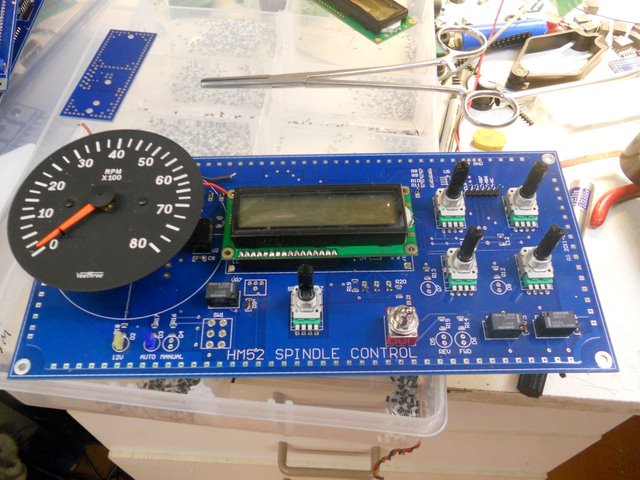
The lcd and the 4 pots on the upper right are for a ( yet to completed ) feed and speed calculator, that eventually would feed the speed reference to the vfd..
Ray
-
25th Apr 2014, 01:09 AM #36
Most Valued Member
- Join Date
- Aug 2010
- Location
- Near Bendigo, Victoria, AUS
- Age
- 72
- Posts
- 3,105
Hi Ray,
when you eventually finish the calculator part of it and the control for the VFD, can you consider coding for a lathe option? One that would allow entering a starting and finishing diameter and vary the spindle speed to maintain the set surface speed? I'm not quite sure how you could feed in the current diameter along the way, mind you, but I can't imagine that to be a big hurdle for you
Maybe an input from the DRO scale?
On my lathe - with soon-to-be fitted stepper drive to the y-axis (as well as lead screw), the controller might tell your processor where the cutting tool is.....
Now that would be something really interesting!Cheers, Joe
retired - less energy, more time to contemplate projects and more shed time....
-
25th Apr 2014, 01:43 AM #37
Blacksmith, Cabinetmaker, Machinist, Messmaker
- Join Date
- Dec 2011
- Location
- Canberra
- Age
- 40
- Posts
- 4,515
Originally Posted by Michael G
You call that a dab? THIS is a dab! I hope that little thing doesn't make your lathe feel inadequate.....1915 17"x50" LeBlond heavy duty Lathe, 24" Queen city shaper, 1970's G Vernier FV.3.TO Universal Mill, 1958 Blohm HFS 6 surface grinder, 1942 Rivett 715 Lathe, 14"x40" Antrac Lathe, Startrite H225 Bandsaw, 1949 Hercus Camelback Drill press, 1947 Holbrook C10 Lathe.
-
25th Apr 2014, 01:52 AM #38
Blacksmith, Cabinetmaker, Machinist, Messmaker
- Join Date
- Dec 2011
- Location
- Canberra
- Age
- 40
- Posts
- 4,515
I made up a 1/2" tapered mandrel today so i could true up the T/S handwheel bush and fit it to another handwheel i happened to have.
DSCN2237 (Large).jpgDSCN2238 (Large).jpgDSCN2242 (Large).jpg
I also took a few cuts on some some unknown 40mm bar as well, not a bad finish from a standard CCMT insert.....
DSCN2222 (Large).jpg
Thanks for digging that out Ray, sure looks interesting.
Ew1915 17"x50" LeBlond heavy duty Lathe, 24" Queen city shaper, 1970's G Vernier FV.3.TO Universal Mill, 1958 Blohm HFS 6 surface grinder, 1942 Rivett 715 Lathe, 14"x40" Antrac Lathe, Startrite H225 Bandsaw, 1949 Hercus Camelback Drill press, 1947 Holbrook C10 Lathe.
-
25th Apr 2014, 02:29 AM #39
Most Valued Member
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 5,080
Hi Joe, Originally Posted by jhovel
That pcb was designed to be part of the cnc conversion, the vfd reference switching is auto-off-manual.. in the manual position the vfd reference comes from the pot, while in the auto position the vfd reference comes from an external source, so a seperate processor could be used to change the spindle speed with diameter. At some point in that upgrade process, it becomes a cnc conversion..
Ray
PS... Ewan, do you want me to bring some hi-rake CC inserts?
-
25th Apr 2014, 04:21 AM #40
Blacksmith, Cabinetmaker, Machinist, Messmaker
- Join Date
- Dec 2011
- Location
- Canberra
- Age
- 40
- Posts
- 4,515
That would be much appreciated. I was tossing up whether to get some or some cermets. It would be nice to try a CCGT just to see how they go. There are far to many insert choices out there, the ones i have are Iscar CCMT09T04-14 http://www.iscar.com/eCatalog/Family...pp=20&GFSTYP=M Originally Posted by RayG
Ew1915 17"x50" LeBlond heavy duty Lathe, 24" Queen city shaper, 1970's G Vernier FV.3.TO Universal Mill, 1958 Blohm HFS 6 surface grinder, 1942 Rivett 715 Lathe, 14"x40" Antrac Lathe, Startrite H225 Bandsaw, 1949 Hercus Camelback Drill press, 1947 Holbrook C10 Lathe.
-
25th Apr 2014, 07:26 AM #41
Most Valued Member
- Join Date
- Sep 2011
- Location
- Ballarat
- Age
- 65
- Posts
- 3,103
Originally Posted by Michael G
Couldn't resist! pffft, you guys couldn't wait. Originally Posted by Ueee
I may just have to go out to the shed today and drill a hole in my tailstock then machine up a dab and never use it.
Phil
-
25th Apr 2014, 08:28 PM #42
Senior Member
- Join Date
- Oct 2008
- Location
- Wimmera
- Age
- 51
- Posts
- 369
-
13th May 2014, 09:16 PM #43
Blacksmith, Cabinetmaker, Machinist, Messmaker
- Join Date
- Dec 2011
- Location
- Canberra
- Age
- 40
- Posts
- 4,515
Thanks Harty. Seems like a nice little club to be in
I spent the day re-wiring the switch board with new Telemecanique contactors. The main power contactor had already been replaced (that was the crooked one Eskimo pointed out) and the insulation on the coil was gone on the coolant one. The fwd/rev ones were ok, if a bit noisy but i figured since i had some new ones i may as well use them. The problem with the old coils is they double as the transformer for the display lights. Not something that is an off the shelf part unfortunately.....
Anyone after getting the board out i pulled off what i didn't need, re wired what i needed to and added some DIN rail for mounting the contactors on. After testing I put it back in tonight and it all works except the coolant pump is running all the time. I *think* i know why but i ran out of time his evening.
I am just waiting on an interlock to arrive, and i have left the old thermal overload unit in as i don't have a new one.
Damn its easy when you have a wiring diagram...(sorry Stu )
)
Ew1915 17"x50" LeBlond heavy duty Lathe, 24" Queen city shaper, 1970's G Vernier FV.3.TO Universal Mill, 1958 Blohm HFS 6 surface grinder, 1942 Rivett 715 Lathe, 14"x40" Antrac Lathe, Startrite H225 Bandsaw, 1949 Hercus Camelback Drill press, 1947 Holbrook C10 Lathe.
-
13th May 2014, 09:30 PM #44
Golden Member
- Join Date
- Aug 2011
- Location
- victoria
- Posts
- 499
Originally Posted by Ueee
you done a good job there Ewan , with all one color wiring like that is hard to work with even for electrician
Peter
-
15th May 2014, 08:24 PM #45
Blacksmith, Cabinetmaker, Machinist, Messmaker
- Join Date
- Dec 2011
- Location
- Canberra
- Age
- 40
- Posts
- 4,515
I just couldn't resist..... Originally Posted by Michael G
DSCN2324 (Large).jpg
2000 RPM .010" DOC. Actually the hardest part was finding a 5c piece that would stand on its edge full stop. Presumably once they have been in circulation for a while the edges get knocked around and start to round over.
The problem with the coolant pump wiring was as i thought and it is working as it should now. Now i just need to get the coolant plumbing sorted and make some adjustable feet and level her. Mind you just sitting on the floor she is cutting a taper of only .004mm over 100mm.
Ew1915 17"x50" LeBlond heavy duty Lathe, 24" Queen city shaper, 1970's G Vernier FV.3.TO Universal Mill, 1958 Blohm HFS 6 surface grinder, 1942 Rivett 715 Lathe, 14"x40" Antrac Lathe, Startrite H225 Bandsaw, 1949 Hercus Camelback Drill press, 1947 Holbrook C10 Lathe.

 Reply With Quote
Reply With Quote


Similar Threads
-
any one recognize this Lathe ? look like quality lathe but no name pictures inside
By thorens in forum METALWORK GENERALReplies: 2Last Post: 15th Jul 2013, 01:24 AM -
Any Atlas Lathe and Drummond Lathe Owners out there?
By j.ashburn in forum METALWORK GENERALReplies: 3Last Post: 8th Apr 2013, 06:22 PM -
Buying a lathe (Old massive Lathe, or New small C6 Lathe)
By Ch4iS in forum METALWORK GENERALReplies: 5Last Post: 25th Mar 2009, 12:19 PM
