

 Thanks:
Thanks:  Likes:
Likes:  Needs Pictures: 0
Needs Pictures: 0
 Picture(s) thanks:
Picture(s) thanks:
Results 61 to 75 of 158
-
9th May 2011, 12:40 AM #61
 Most Valued Member
Most Valued Member


- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 5,080

Hi BT,
Nice bit of innovative clamping, I think I can see a plane slowly emerging from the solid block. Very nice work.
Like Stuart, I also wondered if the head tilts?
Regards
Ray
-
9th May 2011, 12:42 AM #62
.
- Join Date
- Nov 2008
- Location
- Perth WA
- Age
- 71
- Posts
- 6,459
Kenneff,
The small price for being allowed to work only seven days a fortnight, is cleaning the house, and as a consequence I have acquired some familiarity with the humble vacuum cleaner. What better device for cleaning away cast iron swarf.
The clamps are basically face place clamps that I have yet to use on a face plate. The prize in the set up are the Jergens aluminium step blocks, a long ago Ebay purchase that has proven invaluable. They don't mark the table.
BT
-
9th May 2011, 12:55 AM #63
.
- Join Date
- Nov 2008
- Location
- Perth WA
- Age
- 71
- Posts
- 6,459
Stuart and Ray.
The vertical head rotates 360 degrees.
The black knob is on the end of the motor switch lever.The lever can be lifted up slightly and swung around to whatever is the most convenient position for use. I have the switch connected to the VFD's external switching terminals.
BT
p.s. Stu, the photos were taken after the hiccup. I had been cutting the side face ( 30mm high x 1mm deep ) in one pass and pushed my luck and the rate of feed too far. Lesson learned.
-
15th May 2011, 08:57 PM #64
.
- Join Date
- Nov 2008
- Location
- Perth WA
- Age
- 71
- Posts
- 6,459
A question for Ray G and Peter McBride if he's out there.
I set the plane base back on the table this afternoon but this time raised up on parallels. I started work on the front side of the mouth then stopped.
I need to obtain a suitable piece of steel for the blade. The blade in my post war Norris A5 was 4.75mm thick. Is there any point in increasing the thickness and what is the current fashion in blade steel?
Bob.
-
15th May 2011, 09:10 PM #65
Most Valued Member
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 5,080
Hi BT,
That's looking better (more like a plane) all the time
The traditional choice for a blade would be "good old" O1 tool steel, there have been a number of forum group purchases for D2 and M2 waterjet cut and heat treated chisels and plane blades.
As a starting point I would favour the traditional O1 approach, from the ease of heat treatment, and fine grain that gives a sharper edge. But, this is a hotly debated topic and there are many valid opinions.
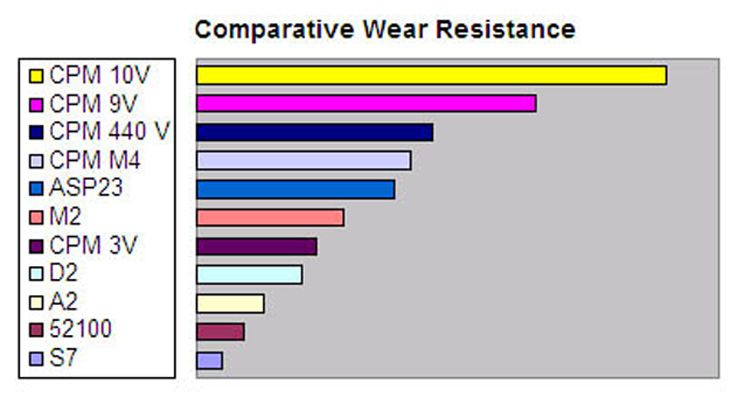
Have a talk with Derek Cohen, he might be able to make some suggestions, he just recently posted a comparison of 5 different steels for chisels. (plus he's in your neck of the woods)
http://www.woodworkforums.com/f152/c...steels-135293/
I'll repost Derek's chart of comparative wear resistance, some of the powdered metal stuff is really coming into it's own..
Regards
Ray
-
15th May 2011, 09:13 PM #66Dave J Guest
I don't know enough about plane's to advise you on thickness, but that is looking good.
I take it you will finish it just in time to give it to me for Christmas, LOL
Dave
-
15th May 2011, 09:15 PM #67
Most Valued Member
- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 9,088
BT,
Is there a reason you didn't place the back parallel acroos the table like the front one?
Can't be much help on the blade steel sorry
Stuart
-
15th May 2011, 09:20 PM #68
Just some guy.
- Join Date
- Jul 2003
- Location
- The Fabulous Gold-plated Coast.
- Age
- 69
- Posts
- 2,251
Bigger is better.
I just checked my inventory Bob. 4.6mm approx (hey, it's dark down there) on my pre-war Norris and Mathieson planes, 3.8mm on the Lie Nielsens. 3.6 on a Clifton. I'd rate them in reverse order, so I wouldn't go thinner than 4.5 ish.
Obviously the law of diminishing returns crops up. Would 6mm be too thick?
As an aside, I have found beefier cap irons help on the Clifton and L-Ns
GQ
-
15th May 2011, 09:47 PM #69
.
- Join Date
- Nov 2008
- Location
- Perth WA
- Age
- 71
- Posts
- 6,459
Optimistic Dave. Originally Posted by Dave J
Originally Posted by Dave J

 The bronze look-a-like plane was started nearly 20 years ago and it remains unfinished! The cast iron plane is progressing but I don't reckon it will be a stocking stuffer this Christmas.
The bronze look-a-like plane was started nearly 20 years ago and it remains unfinished! The cast iron plane is progressing but I don't reckon it will be a stocking stuffer this Christmas.
BT
-
15th May 2011, 09:56 PM #70
.
- Join Date
- Nov 2008
- Location
- Perth WA
- Age
- 71
- Posts
- 6,459
Stu, There is another parallel running up the centre of the base along with another skewed parallel on the other side. I was going the position another hold down clamp in the handle slot as I did previously but the thing appeared pretty rigid as it was. ( did last time too until I tried my hand at a bit of too hasty climb milling Originally Posted by Stustoys
 ).
).
-
15th May 2011, 10:00 PM #71
Most Valued Member
- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 9,088
Oh ok
I should have guessed.
BTW nice work. You need to get some extra long series cutters?
Stuart
-
15th May 2011, 10:10 PM #72
.
- Join Date
- Nov 2008
- Location
- Perth WA
- Age
- 71
- Posts
- 6,459
Ray and Greg,
Looks like I have a bit of homework ahead of me. I also need to investigate hardening and who will do it locally before I buy anything. 3/16" - 5mm sounds about right. The 2 1/4" blade width doesn't make it real economical. I can imagine I'll have some hacksaw time to look forward to.
Thank you both for your advice.
Bob.
-
15th May 2011, 10:36 PM #73
Just some guy.
- Join Date
- Jul 2003
- Location
- The Fabulous Gold-plated Coast.
- Age
- 69
- Posts
- 2,251
Bob, would you consider a store-bought one? I think Hock still sell blades, and there's a bloke in Qld somewhere too. Academy? I'll have to look tomorrow...
-
15th May 2011, 10:48 PM #74
.
- Join Date
- Aug 2004
- Location
- Brisbane
- Posts
- 184
Paul from Academy is not making any more, you might pick up a left over through HNT Gordon perhaps. Another store-bought name is IBC Pinnacle, they are beautiful blades, available here. Originally Posted by Greg Q
Then there are the M2 HSS blades available on the woodwork forums...
-
22nd May 2011, 08:28 PM #75
.
- Join Date
- Nov 2008
- Location
- Perth WA
- Age
- 71
- Posts
- 6,459
Today's handiwork.
There is a long round bottomed slot down each side of the handle socket. My rudimentary sketches suggested a width of about 1/2" or even 9/16". I found and purchased a longish 1/2" ball end mill for a reasonable price on Ebay. The local price for a Sutton cutter was 67 bucks
 .
.
I spoke with Peter "Lightwood" McBride about the width of the slot on his 50G Norris and he said it was narrower, more like 7/16". So I bought another ball end mill of that size from the same seller only to find that it was not long enough when it arrived in the mail.
I cut most of the slot out undersize then finished it with the larger ball end cutter. Cutting the sides away near the mouth is proving tricky. I reckon I will have to resort to a die grinder to finish that area off. I can't get in there with a cutter because of the tapered shape of the front handle recess.
I learned another lesson about the universal table. With the three fixings loosened to allow rotation on the Y axis, the table's top heaviness makes it rotate too easily. I had been adjusting it to 2 degrees for the slots and let go. The table swung down like a see saw and smacked into the 1/2" Presto long series end mill I had in the chuck. Fortunately, one flute caught the very edge of a tee slot resulting in a small nick. The once used end mill is bent. I'd say I got off lightly.
BT


 Reply With Quote
Reply With Quote
Similar Threads
-
A Cast Iron Delight
By Anorak Bob in forum METALWORK GENERALReplies: 2Last Post: 7th Mar 2011, 12:26 PM
