

 Thanks:
Thanks:  Likes:
Likes:  Needs Pictures:
Needs Pictures:  Picture(s) thanks:
Picture(s) thanks:
Results 16 to 30 of 32
-
26th May 2016, 03:42 PM #16
 australian metalworking hobbyist
australian metalworking hobbyist


- Join Date
- Jan 2009
- Location
- Holbrook, NSW
- Age
- 73
- Posts
- 490

I assume you meant 3mm X 0.6 (3mm X 0.5 is easier to find). Why not use 1/8" (3.175), course or fine, you have more than enough depth there for thread in the body of the toolholder, may as well get the thickest thread possible and the taps and dies shouldn't be that hard to find in that size. You can leave the top of the bolt at 3.8mm with a slight taper to be on the safe side.
-
26th May 2016, 03:54 PM #17
Senior Member
- Join Date
- Dec 2014
- Location
- Tasmania
- Posts
- 102
Yes that is correct, 3mm X 0.6, sorry I didn't represent it clearly. I also have the 3mm X 0.5 but the problem will certainly be the same, total garbage tap & die set. My only real option is to buy better stuff. I have a wonderful collection of taps & dies which came with my lathe, a bucket full actually, but nothing anywhere near this small. I'm going to have another play with it hopefully tonight, and pending what happens I'll probably be opening my wallet one way or another.
-
26th May 2016, 11:02 PM #18
 Most Valued Member
Most Valued Member
- Join Date
- May 2011
- Location
- Murray Bridge S Aust.
- Age
- 71
- Posts
- 5,959
Instead of buying a full set, I buy a decent quality set of taps, 3 in a set, taper, intermediate, and bottom at the same time I get a die, preferably an adjustable
one. The carbon steel ones are only good for cleaning up threads, I've found.
KrynTo grow old is mandatory, growing up is optional.
-
27th May 2016, 01:15 PM #19
Senior Member
- Join Date
- Dec 2014
- Location
- Tasmania
- Posts
- 102
OK so I had a go at threading on the lathe.. Put the metric change gears on and went for it. Resulting in confusion and frustration! Trick for new players I suppose, the thread chasing dial and metric don't mix on a non metric lead screw. Or whatever the case is.
Had a bit of a google, seems I need to just stop the lathe and run it backward and forwards without disengaging the half nuts? Will give that a go tonight and see what happens, I'm cautiously optimistic that I may have some success.
-
28th May 2016, 10:18 AM #20
.
- Join Date
- Nov 2008
- Location
- Perth WA
- Age
- 71
- Posts
- 6,459
Hello Ratters, Originally Posted by ratters
Originally Posted by ratters

I too have an imperial lathe with a set of metric transposing gears. Most of the metric threads I have cut have been fairly short in length, that short that I would court disaster if I used power feed. It is upsetting to watch your threading tool slowly carve its way into a shoulder because the lathe doesn't stop fast enough.
To overcome this problem, I turn nearly all metric threads by hand using an expanding mandrel and a hand crank installed in the back end of the spindle. Laborious work at times, especially if the pitch is coarse and the material tough like 4140, but the results are controllable. With a bit of hand and eye coordination it's possible to cut a thread with no runout groove.
If you do use power feed just make sure that any backlash in the gear train is taken up before any successive cut.
Good luck
Bob.
-
28th May 2016, 11:21 PM #21
Senior Member
- Join Date
- Dec 2014
- Location
- Tasmania
- Posts
- 102
Well the threading actually turned out OK thank goodness, I set the pulleys at the slowest speed + engaging the back gears so it was perfectly manageable speed-wise, although I know what you mean Bob, cutting into the shoulder..

However, the curse of the chinese tap & die set was not over... I thought I was being super careful, taking only small cuts about a 1/4 turn, backing out completely to clear out the swarf, but no, it turns out the tap was infact made of cheese. I was hoping it wouldn't come to this but I suppose I will buy a decent HSS tap to finish the job.

-
29th May 2016, 07:39 AM #22
Most Valued Member
- Join Date
- Sep 2011
- Location
- Ballarat
- Age
- 65
- Posts
- 3,103
Hi Ratters
sometimes if I am cutting a thread up close to a shoulder I will grind a tool to fit a boring bar and come in on the back of the screw starting at the shoulder, running the lathe in reverse and cutting the thread away from the shoulder.
When returning to the starting point I get close under power and turn the chuck to get back to the exact starting point.
I have even put marks on the chuck and spindle to get even more accuracy
You must not forget backlash while doing this though.
Phil
-
29th May 2016, 08:15 AM #23
Philomath in training
- Join Date
- Oct 2011
- Location
- Norwood-ish, Adelaide
- Age
- 59
- Posts
- 6,562
With respect to your broken tap, at least you have something to hold onto to get it out.
Whenever I can (and especially when tapping more demanding materials like alloy steels and stainless) I use Trefolex (there are other similar products out there) to lubricate. Check your hole size too - if you are tapping M3x0.6 I would expect a hole diameter of 2.6mm. It's tempting to say that 2.5mm (tapping drill size for M3x0.5) is close enough but it is amazing how much extra torque that 0.1mm requires.
Michael
-
29th May 2016, 11:40 AM #24
Senior Member
- Join Date
- Dec 2014
- Location
- Tasmania
- Posts
- 102
Yes I forgot to mention, had that tap out in no time, got a pair of pliers onto it and it came free without too much hassle. I was using trefolex too, spray-can variety, but you need to see this tap & die set, its total crap, the tap handles don't even hold the taps without slipping. I bought it a long time ago for a quick and dirty job but its all I have in small metric sizes. In regards to the drill size, yes I only have a 2.5mm drill, so I guess it would have contributed to the broken tap.
-
22nd Jun 2016, 09:10 PM #25
Senior Member
- Join Date
- Dec 2014
- Location
- Tasmania
- Posts
- 102
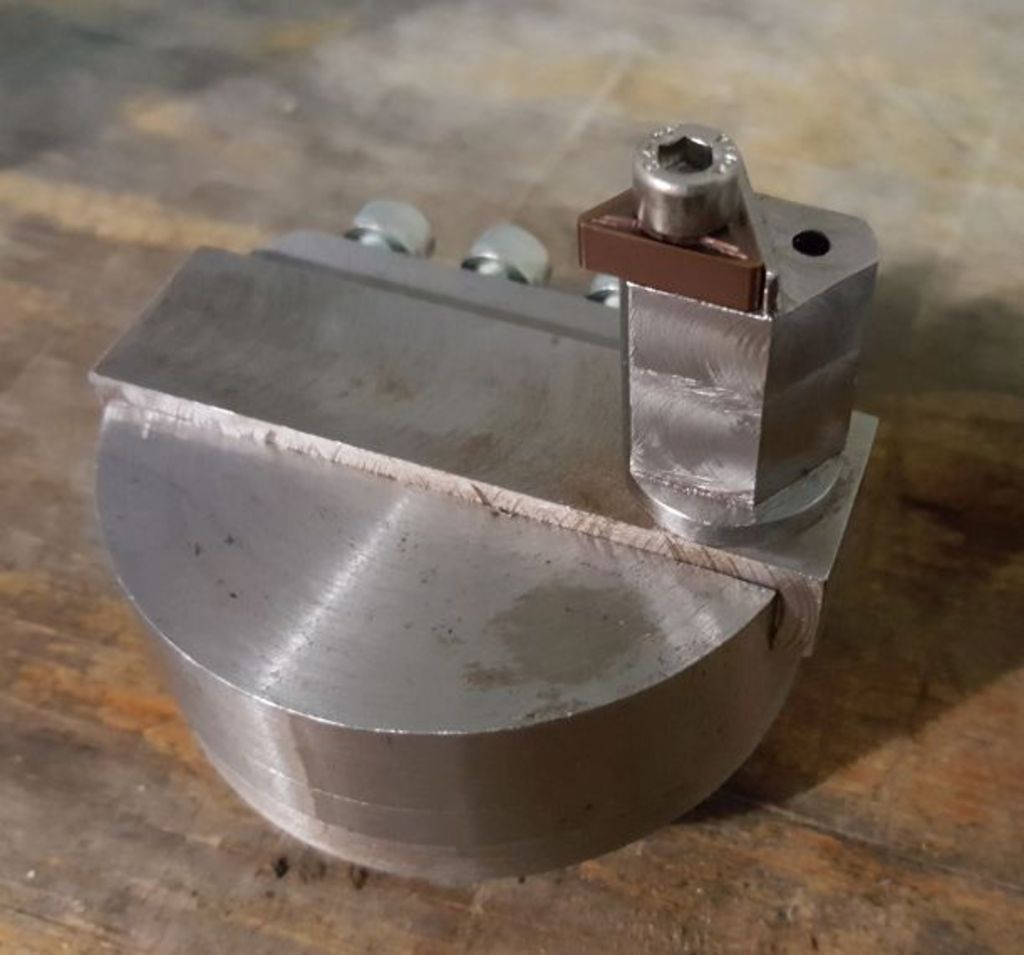
So I managed to get past the tapping/threading issues and have the toolpost almost done. I still need to make one more screw and also need to attach the toolpost to the slide. I'm quite happy with the way it's turned out actually, I decided to mill the sides to match the angles of the carbide inserts and I think it looks quite good. Next it's onto making a handle of some sort to rotate the tool and then of course the tool will complete itself when it's first project is a ball knob for the handle


-
22nd Jun 2016, 11:32 PM #26
Senior Member
- Join Date
- Aug 2015
- Location
- Adelaide
- Posts
- 240
Hi Ratters Originally Posted by ratters
What you can do when you want to cut a metric thread on the imperial lead screw with the chasing dial is start the thread at any number on the dial and when you get to the end of the cut back the tool off and disengage the nuts and turn the machine off, when you reverse the lathe spindle (as long as you have a reversing motor or by hand), engage the half nuts when it comes to the same number and run it back in reverse which will hold the same place on the thread as the chasing dial will only turn a small fraction past the number once it is disengaged and the machine is stopped.
Steve
-
23rd Jun 2016, 12:08 AM #27
Most Valued Member
- Join Date
- Jan 2011
- Location
- Far West Wimmera
- Age
- 63
- Posts
- 4,049
Doubleboost recently had a bit on this method. First he said it was impossible, then someone pointed out this method so he tried it in his next video. Worked fine.
Here's a link
https://www.youtube.com/watch?v=doxU4sR0xuE
Dean
-
12th Jul 2016, 03:47 PM #28
Senior Member
- Join Date
- Dec 2014
- Location
- Tasmania
- Posts
- 102
Small update since last time, I made the handle, just a straight bar with threaded ends and some flats milled on it for tightening. And I may put a bend in it but I want to see how it goes first as it is. Very close now to actually using the tool, I just have the attach the toolpost because its just sitting at the moment. Hopefully the next post here will be the finished item and action shots!
Cheers


-
19th Jul 2016, 11:07 PM #29
Senior Member
- Join Date
- Dec 2014
- Location
- Tasmania
- Posts
- 102
Well its 99% complete and works great, very solid and smooth with no chatter! One thing I will say though, and I'm sure other people will probably attest to, there was a fairly decent learning curve and to be honest I still haven't got the hang of it properly. It was confusing trying to work out how to position the tool, relative to how the final size of the ball would end up. Any tips on how to set up? The last thing I will do is bend the handle up a bit but other than that its more or less finished. Sort of debating on bluing it now, the mild steel is already rusting despite being covered in oil.







-
21st Jul 2016, 11:28 AM #30
New Member
- Join Date
- Dec 2013
- Location
- Dunedin New Zealand
- Posts
- 7
Great project
Hi Ratters, What a great result. The brass ball looks excellent, have you tried to turn a steel ball ?
Keep up the good work.

 Reply With Quote
Reply With Quote













Similar Threads
-
Not metalwork - but a machine tool for granite turning
By jhovel in forum METALWORK GENERALReplies: 6Last Post: 11th Dec 2014, 01:00 PM -
Ball Turning Tool
By Anorak Bob in forum METALWORK GENERALReplies: 86Last Post: 23rd Aug 2013, 04:22 PM -
Mini lathe/mill project No.3 Knurling tool
By neksmerj in forum METALWORK GENERALReplies: 15Last Post: 4th Jun 2012, 05:57 PM -
Turning tool shape
By morrisman in forum METALWORK GENERALReplies: 22Last Post: 14th Oct 2011, 07:49 AM -
Over The Top Ball Turning Tool
By seafurymike in forum METALWORK GENERALReplies: 5Last Post: 28th Oct 2010, 07:14 PM
