

 Thanks:
Thanks:  Likes:
Likes:  Needs Pictures:
Needs Pictures:  Picture(s) thanks:
Picture(s) thanks:
Results 1 to 15 of 59
Thread: Shaper Tooling
-
9th Jan 2012, 06:34 PM #1
 Most Valued Member
Most Valued Member


- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 5,080
 Shaper Tooling
Shaper Tooling
Here's a thread for shaper tooling discussion.
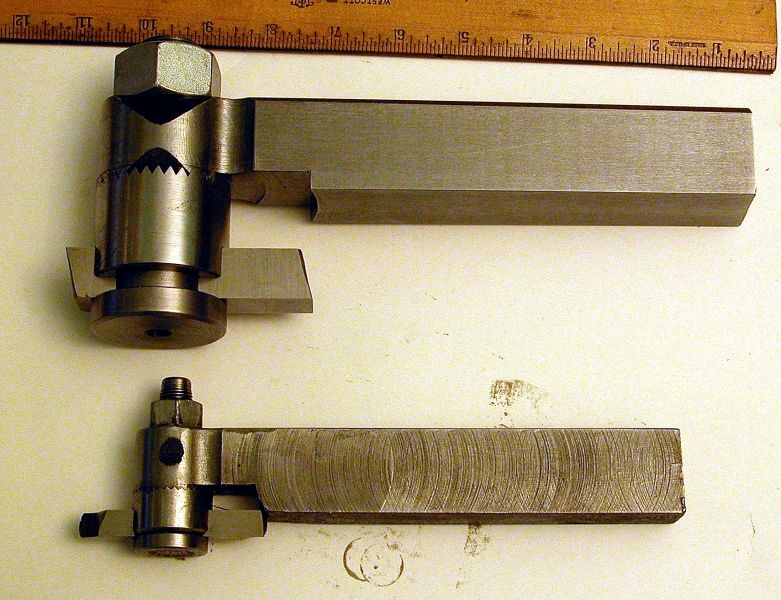
I'm making an "Armstrong" style adjustable goose-neck holder for 1/2 x 1/2 HSS, I got the inspiration from the shaper literature that Phil kindly supplied.
The Stephen Thomas version that he showed on PM, supplied a few more details.
This is Stephen Thomas Version.
I've got the adjustable holder part made..




Now here's the problem, I'm about to make the vertical bit that will be welded onto the holder, and I can't see why Stephen Thomas, necked down the vertical part of the holder just where it meets the round section.. Is it to allow it to flex?
Regards
Ray
-
9th Jan 2012, 07:38 PM #2
Old Boy
- Join Date
- Feb 2007
- Location
- Katherine ,Northern Territory
- Age
- 69
- Posts
- 736
I think I read that he made the bar from 2" round bar ,thats why some of his profiles are not complete.(Larger model anyway.)and maybe just for cosmetic reasons.
A radiused corner is always stronger than a sharp corner as well.
For the smaller model it looks like its to give some clearance to the opposite end of the tool so you can use a longer piece of tool steel.
My thinking anyway .
Nice job Ray by the way
Edit
I recall that some one asked the question what size tool holder my shaper takes , well I just measured the slot in the lantern and it measures a tad under 3/4" ,I suspect the edges of the slot are burred over as 3/4" square HSS wont quite fit into the slot .On the weekend I'll look more closely and see if I can fix the edges with a fine file an see if the 3/4 " HSS will go in , may need a bit more filed out.
The Lock tool holder I have is 5/8 thick so it flies into the slot ,but will take 1/4" HSS only ,I need to find a tool holder that will take 1/2' HSS ( because I have lots of it) and fit the lantern slot .
Kev
Kev
."Outside of a dog a book is man's best friend ,inside a dog it's too dark to read"
Groucho Marx
-
9th Jan 2012, 08:07 PM #3
Most Valued Member
- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 9,088
Hi Ray,
I hope you angled the dividing head when cutting the spline
Did you mill it?
I cant see any reason for necking it.
If I am remebering the right holder the spline was done on a shaper so the cut out would needed for the tool to run out.
Knowing Ray its likely welded by now anyway.
How long until you make some swarf Ray?
Stuart
-
9th Jan 2012, 09:14 PM #4
Distracted Member
- Join Date
- May 2010
- Location
- Lower Lakes SA
- Age
- 58
- Posts
- 2,607
Ray that's looking very tidy. I'm curious about your Hirth coupling too. We had quite a thread about them a while back.
Looks to me like the neck on ST's tool creates a clearance problem rather than solves one (on the small one at least). I would make the coupling proud of the shank.
-
9th Jan 2012, 09:15 PM #5
Most Valued Member
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 5,080
Hi Stuart, Originally Posted by Stustoys
Originally Posted by Stustoys

I think you've got it, it would have been to allow clearance for the shaper to cut the teeth... in any case I've milled it, using an internal 60 degree threading tool like a fly cutter, and no I didn't angle the rotary table?
Which way would you angle it? I thought that it would have to be flat so that it would mate up with the other half...

I've haven't finished the vertical bit yet, I think I'll have to neck it down anyway, at least enough so that the weld doesn't mess up the teeth.
Regards
Ray
PS, I was planning on giving it a run tomorrow.. I need a shaper to make shaper tools..
-
9th Jan 2012, 09:17 PM #6
Most Valued Member
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 5,080
Originally Posted by Woodlee
Hi Kev,
With 3/4 square HSS, you don't need a tool holder..
It was me asking about the size.. mine takes roughly 20x35 holders.
Regards
Ray
-
9th Jan 2012, 09:25 PM #7
Distracted Member
- Join Date
- May 2010
- Location
- Lower Lakes SA
- Age
- 58
- Posts
- 2,607
Those holders were discussed in Stuart's shaper thread, starting with Dave's post #57 on this page: http://www.woodworkforums.com/f65/my...09/index4.html.
-
9th Jan 2012, 09:43 PM #8
Most Valued Member
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 5,080
Thanks Bryan, now I understand Stuart's comment about angling the rotary table.

Maybe I should have angled the rotary table, but I have no idea how you would work out the angle.
Regards
Ray
-
9th Jan 2012, 09:44 PM #9
Most Valued Member
- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 9,088
Hi Ray,
Bryans given you the link. You can enjoy 7 pages reading
If your spline has 44teeth the dividing head should* have been set at 86deg. Angled so the cut get shallower towards the middle.
(If you want the quick answer read pages 2366 and 2367 of Machinery's Handbook 28)
Stuart
*really as it will grip on the outer edge as it is I've no idea how much difference it would makeLast edited by Stustoys; 9th Jan 2012 at 10:25 PM. Reason: spelling etc
-
9th Jan 2012, 10:20 PM #10
Most Valued Member
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 5,080
Hi Stuart, Originally Posted by Stustoys
I read most of that, I have 45 teeth, 8 degree steps, (which is two turns of the handle, makes it easier to keep track) I have a big hole in the middle (for the straddle bolt) which means the effect is much less pronounced, and as far I can see the teeth engage ok, the peaks in the inner part are slightly lower. The outer teeth mesh which I think should be more than enough to stop the tool from rotating when it's done up.
Interesting geometry though.. I think the original Armstrong was more of a sine wave, rather than saw tooth profile That would be a good exercise for the shaper..
Regards
Ray
-
9th Jan 2012, 10:56 PM #11
Most Valued Member
- Join Date
- Jul 2010
- Location
- Melbourne
- Posts
- 9,088
Hi Ray, Originally Posted by RayG
I don't recall having seen a sine wave like one!
It was certainly interesting trying to visualise what was going on. Though I don't think I would have even been able to do the math if I hadn't stumbled across it in the Machinery's Handbook.
If the tooth is 6mm wide my math says the inside will be .42ishmm part. Maybe one day I will get around to testing it out. As you say, its unlikely to be an issue in this use.
Stuart
-
9th Jan 2012, 11:18 PM #12
Most Valued Member
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 5,080
Hi Stuart,
This is the one I'm calling "sine wave" since the peaks are rounded not sharp, it would be easier to cut on the shaper with a profiled cutter, than on the mill.
The rest of the geometry would be the same.

I did a spreadsheet to work out the pitch and depth of cut so that the two halves would match using a 60 degree thread cutter, but it could just as easily be a square profile.. the only thing would be to make sure the tooth spacing was exactly twice the cutter width.
In the end I realized that the depth would be correct if the peaks of the teeth just about met at the edge.
Regards
Ray
-
9th Jan 2012, 11:28 PM #13
Distracted Member
- Join Date
- May 2010
- Location
- Lower Lakes SA
- Age
- 58
- Posts
- 2,607
Skip to 4:25
[ame=http://www.youtube.com/watch?v=-WacJOVzxmY&feature=g-all-u&context=G2604429FAAAAAAAALAA]Milling a Hirth-coupling w. EMC2 on a MAHO HM700C mill and a Haas TL2 lathe - YouTube[/ame]
-
10th Jan 2012, 12:02 AM #14
Most Valued Member
- Join Date
- Jun 2008
- Location
- Victoria, Australia
- Age
- 74
- Posts
- 5,080
Hi Bryan,
Thanks for posting that..
Now there's a perfect example of the advantages of CNC... I can't begin to comprehend the maths going on behind the scenes, to re-position all 4 axis each time a cut is made...
If you look at the final picture the peaks are all the same width, so I'm not sure why he made one half concave and the other convex?
Regards
Ray
-
10th Jan 2012, 12:38 AM #15
Old Boy
- Join Date
- Feb 2007
- Location
- Katherine ,Northern Territory
- Age
- 69
- Posts
- 736
I have a huge lot of 1/2" at least 40 pieces it would be nice to be able to use some of it in the shaper .
If I can't find a holder I'll eventually end up making one.
Kev."Outside of a dog a book is man's best friend ,inside a dog it's too dark to read"
Groucho Marx


 Reply With Quote
Reply With Quote
Similar Threads
-
CTC Tooling
By krisfarm in forum METALWORK GENERALReplies: 9Last Post: 27th Mar 2010, 10:53 PM -
Lathe Tooling
By glock40sw in forum METALWORK GENERALReplies: 10Last Post: 13th Aug 2007, 08:39 AM -
Need tooling for mill
By antoni in forum METALWORK GENERALReplies: 3Last Post: 29th Jul 2007, 10:11 PM -
HSS/carbide tooling
By metaboman in forum METALWORK GENERALReplies: 1Last Post: 11th Apr 2007, 05:04 PM
